

Измерительные инструменты - угломеры, резьбомеры, радиусные шаблоны
16 сентября 2020 — 10:22
Измерить диаметр какой-либо детали можно при помощи различных инструментов (например, линейки, микрометра или штангенциркуля), причем в каждом случае получится разная точность измерений. Точно так же различную погрешность имеют угловые измерительные инструменты.
Величины погрешностей, допустимых при проведении угловых и линейных замеров, регламентируются ГОСТом. Согласно нормативам разрешенные погрешности для изделий, линейные размеры которых составляют 1–500 мм, зависят от допуска и номинального размера детали. При расчете максимальной величины погрешности измерения необходимо учитывать погрешность инструмента, метод измерения, деформацию детали от температурного воздействия и некоторые другие факторы. Если погрешность не превышает допустимую, результат измерений принимается за верное значение. Таким образом, выбор измерительного средства зависит от:
- размера изделия;
- класса точности (квалитета) детали;
- допустимой погрешности инструмента;
- способа и условий проведения измерений.
Виды инструментов для замера углов, радиусов и конусов
Чтобы замерить углы, конусы и радиусы различных деталей, можно использовать следующие инструменты:
- угломеры;
- резьбомеры;
- шаблоны;
- штангензубомеры.
Универсальный угломер – это инструментальное средство для измерения углов (внутренних и наружных).
.jpg)
- 1 – основание со шкалой;
- 2 – нониус;
- 3 – приспособление, несущее нониус;
- 4 – закрепленная на основании линейка;
- 5 – съемная линейка;
- 6 – угольник;
- 7 и 8 – державки.
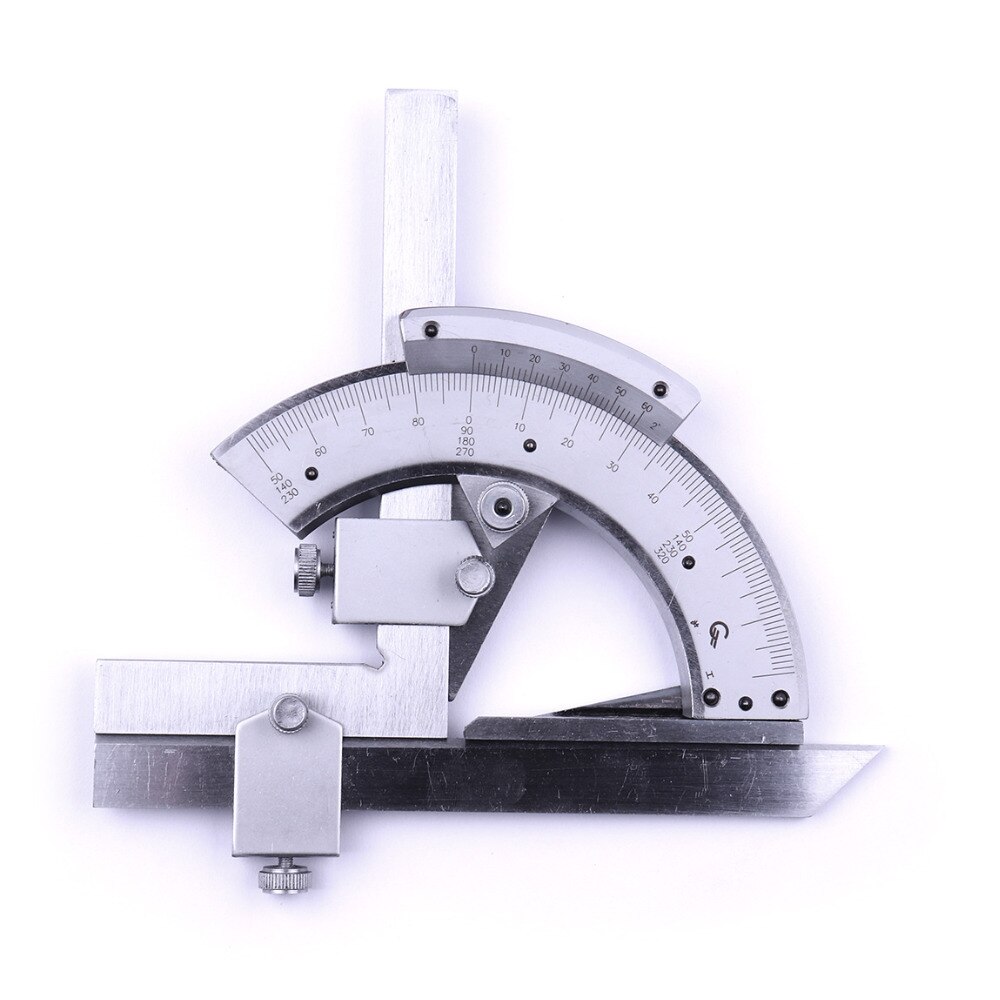
Несмотря на то, что основная шкала инструмента расположена на дуге в 130 градусов, инструмент подходит для измерения углов величиной 0–320° – для этого достаточно поменять способ установки измерительных элементов. У данного инструмента точность отсчета по нониусу имеет показатель 2'. Расчет величины углов выполняется с помощью шкал нониуса и основания (так же, как на штангенинструментах). Минуты отсчитываются по нониусу, градусы – по шкале основания.
На рисунке 2 «ноль» нониуса установлен в промежутке основной шкалы 76–77 градусов, а штрих шкалы основания совмещается с 9-м штрихом нониуса. Это значит, что по основанию берется показатель 76 градусов, а по нониусу – 2' х 9 = 18'. Получается, что величина угла составляет 76°18'.
.jpg)
Метрический резьбомер – инструмент для выполнения замеров и контроля шага цилиндрической резьбы. На рисунке 3 представлен резьбомер, который состоит из комплекта стальных шаблонных пластин. Измерительная часть шаблонов – это профиль стандартной резьбы с определенным шагом или количеством резьбовых нитей, расположенных на одном дюйме. Резьбомеры могут быть двух типов, которые маркируются клеймом «М60°» или «Д55°».
.jpg)
Чтобы измерить шаг резьбы, нужно подобрать шаблонную пластинку (гребенку) с зубцами, совпадающими с резьбовыми впадинами. Затем необходимо считать указанный на пластине шаг или определить количество нитей на дюйме резьбы. Чтобы узнать величину шага на резьбомере «Д55°», нужно рассчитать, сколько указанных на шаблоне нитей вмещается в 25,4 мм (это показатель длины одного дюйма).
Узнать внутренний диаметр резьбы в отверстии или наружный диаметр резьбы на стержне можно с помощью штангенциркуля. Зная величину диаметров, остается подобрать точное значение резьбы, которое указано в специальных таблицах.
Радиусные шаблоны (профильные калибры) – измерительные инструменты, которые широко используются в машиностроительной отрасли для проверки деталей и изделий сложного профиля. В идеале шаблонный профиль имеет именно ту форму, которой должна соответствовать деталь. Шаблонная проверка выполняется путем совмещения шаблона и детали – при этом просвет между измерительной кромкой шаблона и проверяемым профилем не должен превышать допустимой величины.
На рисунке 4 показан шаблон, в конструкцию которого входит множество стальных пластин. Их концы закруглены по радиусам определенных величин (данные о размере радиуса указаны на каждой пластине).
.jpg)
Данный инструмент укомплектован пластинками с радиусом 1–6,5 мм, но в промышленности могут использоваться радиусомеры с пластинами больших размеров.
Штангензубомер (рис. 5) – инструмент для промера элементов зубчатых колес. На рисунке 5 указана конструкция прибора:
.jpg)
- 1 – вертикальная линейка со шкалой (здесь выставляется высота);
- 2 – нониус;
- 3 – упор;
- 4 – шкала нониуса;
- 5 – линейка со шкалой для замера толщины зуба.
Измерения проводятся следующим образом: с помощью нониуса упор устанавливается на нужную высоту и фиксируется винтовым крепежом. Затем упор ставится сверху измеряемого зуба, а его профиль зажимается между губками горизонтальной линейки. После этого по нониусу отсчитывается размер толщины зуба (таким же методом, как при использовании штангенциркуля).
При каждом измерении необходимо учитывать точность обмера – отклонение от истинных габаритов детали. К примеру, точность обмера +/- 2 указывает, что погрешность между истинным и считанным со шкалы размером может отличаться максимум на 0,02 мм. Хотя этот показатель призван характеризовать точность измерительного инструмента, его практическое использование неудобно. Чтобы подобрать оптимальное измерительное средство, лучше выбрать вид инструмента с определенным размером допуска, который указан на чертежах.
Для контроля качества деталей в производстве используются специальные приборы. Это позволяет выполнять проверку размеров деталей прямо в процессе изготовления. Сейчас на смену автоматам с электроконтактными датчиками и механическими измерительными приборами приходят цифровые устройства контроля. Они позволяют произвести более точные измерения.